The oil pump is the heart of any fuel oil burner. It draws oil from the tank, pressurizes it to the correct level (typically 10–15 bar for high-pressure atomization), and delivers it to the nozzle. When the pump fails—whether through loss of prime, worn internal gears, or pressure fluctuation—the burner either refuses to start, runs erratically, or produces a weak, sooty flame. Ignoring early warning signs like humming noises, delayed ignition, or uneven pressure readings leads to costly shutdowns and fouled heat exchangers.
At Career Burner, we have engineered our high-efficiency oil burner lineup to minimize pump-related failures through robust component selection and thoughtful system design. Understanding the three most common pump problems helps maintenance teams act decisively before small issues become catastrophic.

Low or Fluctuating Pressure
A pump that cannot maintain stable output pressure is the most frequent complaint. Symptoms include a flickering flame, pulsating combustion, or the burner locking out after repeated ignition attempts. The usual suspects: a clogged inlet strainer (often overlooked), air leaks on the suction line, or worn gear teeth inside the pump. For suction leaks, inspect all fittings between tank and pump—even microscopic cracks introduce bubbles that collapse under pressure. If the strainer is clean and lines are tight, internal wear is likely. Career Burner high-efficiency oil burner models, such as the CX10 Light Oil Burner For Boiler, feature easily accessible pump couplings and transparent strainer bowls, allowing rapid diagnosis. Remember that running a pump dry for even thirty seconds damages the internal vanes irreversibly.
Noisy Operation and Pump Chatter
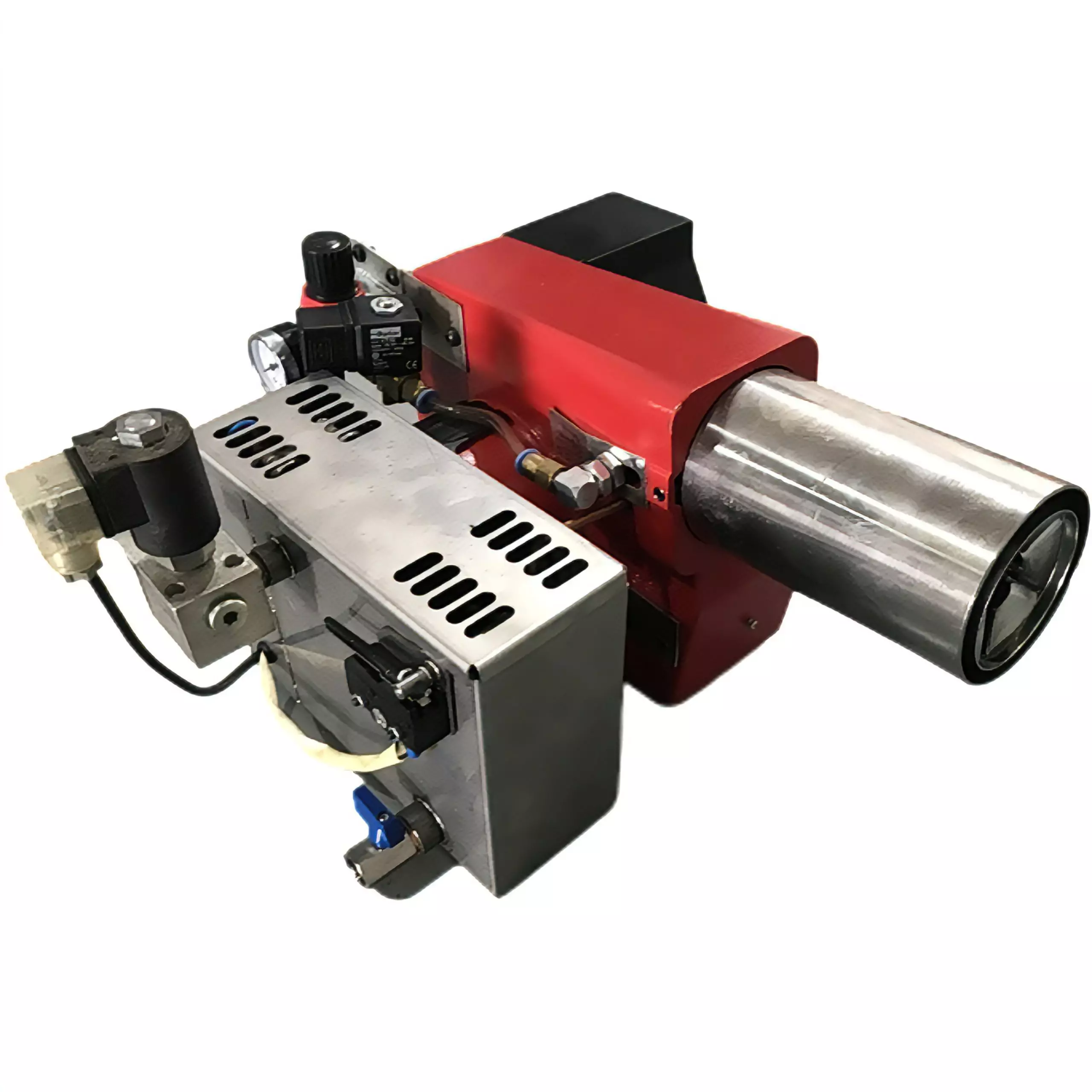
Unusual grinding, squealing, or a rhythmic “chattering” sound indicates cavitation or mechanical binding. Cavitation occurs when oil viscosity is too high (cold weather) or the suction line is undersized, causing vapor bubbles to implode inside the pump. The fix: preheat the oil tank or install a larger suction line. Mechanical noise often points to a misaligned pump-motor coupling or failed bearings. On the CX10 monoblock series—a fully automatic unit comprising fuel supply, atomization, air supply, ignition, flame monitoring, and operation control—the pump is frame-mounted for alignment stability. Yet over time, vibration loosens bolts. Tightening the coupling and replacing worn shock mounts usually quiets the pump. Never ignore chattering; the next stage is a seized pump and a complete burner teardown.
Seal Leakage and Coupling Failure
Oil seeping from the pump shaft seal is both a fire hazard and a performance killer. Seals harden with age or fail after running with contaminated fuel (water or abrasive particles). Replacing a shaft seal requires disassembling the pump—a job best done with factory-specified kits. Coupling failure, where the motor spins but the pump does not, produces a silent no-start condition. The CX10’s design allows maintenance of the atomizing device without removing the pump from the boiler, saving hours of labor. With an airflow regulator and manual flow adjustment, the CX10 also delivers energy saving and quiet operation, but none of these benefits matter if the pump fails.
Prolonging Pump Life Through Smart Practices
Oil pump problems are largely preventable. Install a vacuum gauge on the suction line to monitor for restrictions. Change the inlet strainer annually. Use the correct viscosity fuel for ambient temperatures. And always follow the pump manufacturer’s pressure adjustment procedure—never exceed rated limits. Career Burner supplies high-efficiency oil burner solutions, including the CX10 Light Oil Burner for Boiler, that feature high-pressure mechanical atomization, easy maintenance, and readily available spare parts. We recommend partnering with Career Burner for regular pump health audits and genuine replacement components. Let us help you keep your oil burner running smoothly, efficiently, and safely—because a reliable pump means a reliable plant.