When selecting industrial heating equipment, understanding the technical distinctions between burner configurations can significantly impact efficiency, maintenance, and operational costs. Two common designs—monoblock and duoblock burners—offer different approaches to air and fuel handling.
As we navigate this comparison, we at Career Burner want to introduce ourselves: a dedicated team specializing in Career Burner industrial burners and the broader category of gas burner for industrial use. With years of hands-on experience across sectors like textile dyeing, finishing, and process heating, we’ve learned that the right burner choice transforms both performance and reliability.

Monoblock Burners: Compact Integration
In a monoblock design, all components—fan, motor, gas train, and control systems—are housed in a single assembly. This integrated structure simplifies installation and reduces footprint, making monoblock burners popular for applications where space is limited. However, because the air intake and fuel delivery are mechanically linked, adjusting one typically affects the other. For many standard operations, this works well. But when precise modulation or high turndown ratios are required, the monoblock’s rigidity can become a limitation. For example, in textile dyeing where heat loads fluctuate constantly, a fixed air-fuel relationship may lead to inefficiencies or incomplete combustion.
Duoblock Burners: Separate Control for Precision
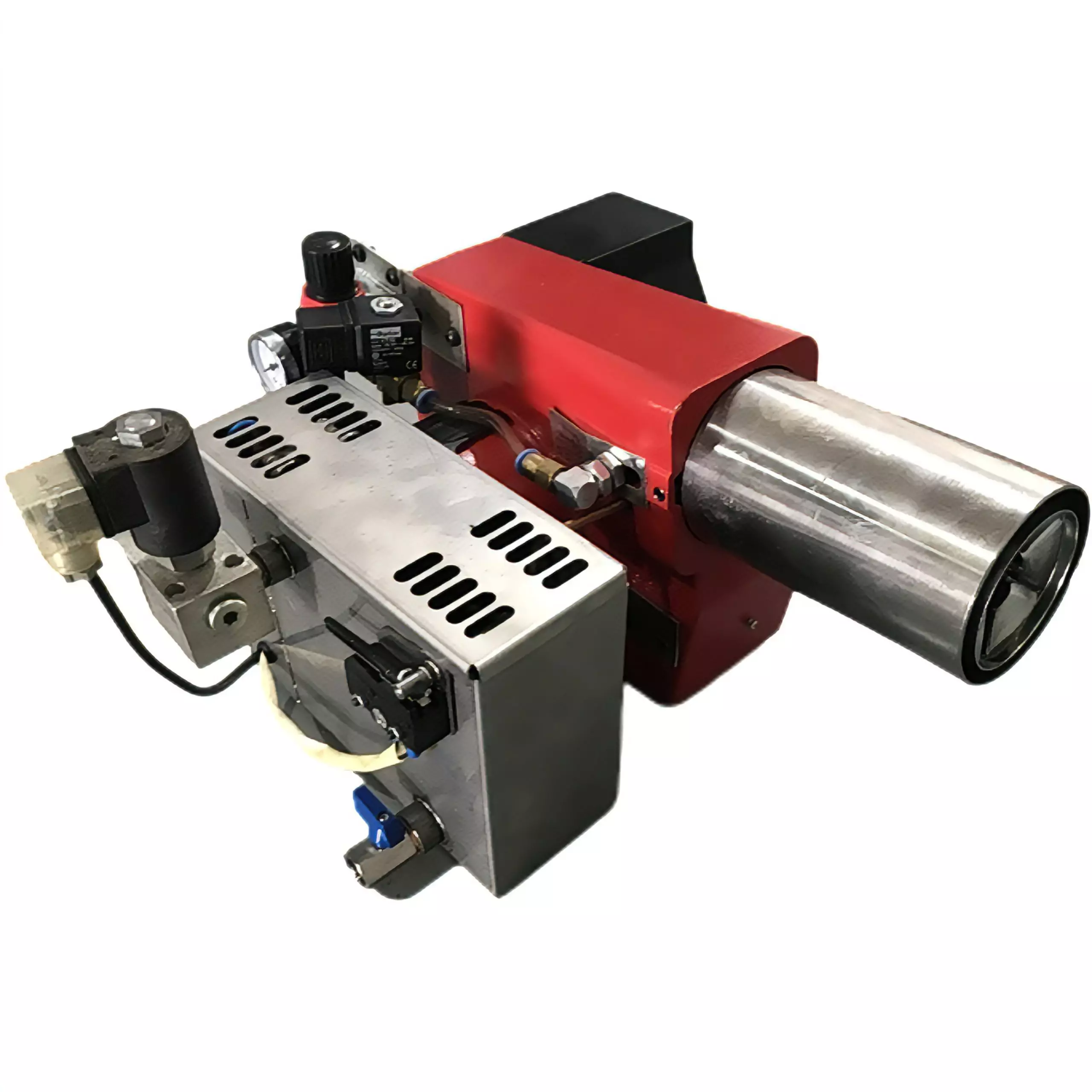
Duoblock burners separate the air handling unit from the gas train, allowing independent regulation of each stream. This modular design enables finer combustion tuning, higher turndown ratios, and better flame stability across varying loads. Our Career Burner BX20 immersion tube burner exemplifies duoblock advantages. As a modulating gas burner for industrial use, the BX20 delivers a 40:1 turndown ratio firing natural gas or LPG directly into immersion tubes. This independence means textile dyeing operations can dynamically adjust heat input without compromising emissions or efficiency. Low NOx and CO outputs, combined with reliable flame stability, make duoblock burners the superior choice for demanding processes like liquid heating in dyeing baths.
Conclusion
Choosing between monoblock and duoblock burners ultimately depends on your application’s need for flexibility, precision, and long-term operating costs. For steady-state, space-constrained environments, monoblock designs suffice. But for industries requiring responsive heat management—such as textile finishing—duoblock architecture wins. Across our work with Career Burner industrial burners, we’ve seen how independent air and fuel control reduces waste, extends equipment life, and lowers emissions. That’s why we recommend our Career Burner brand for any gas burner for industrial use, especially the BX20 immersion tube burner. When you need precise combustion, high thermal output, and durability under dynamic loads, trust us—Career Burner delivers.