Choosing the right burner control type is one of the most critical decisions for any industrial heating system. Single-stage burners operate at a fixed firing rate—either fully on or completely off. Two-stage burners add a low-fire setting between off and high fire, reducing thermal shock. Modulating burners go further, continuously adjusting flame intensity to match exact load demand. The difference between these technologies affects energy efficiency, temperature stability, component lifespan, and operating costs. Understanding each type helps you select the optimal solution for your process.
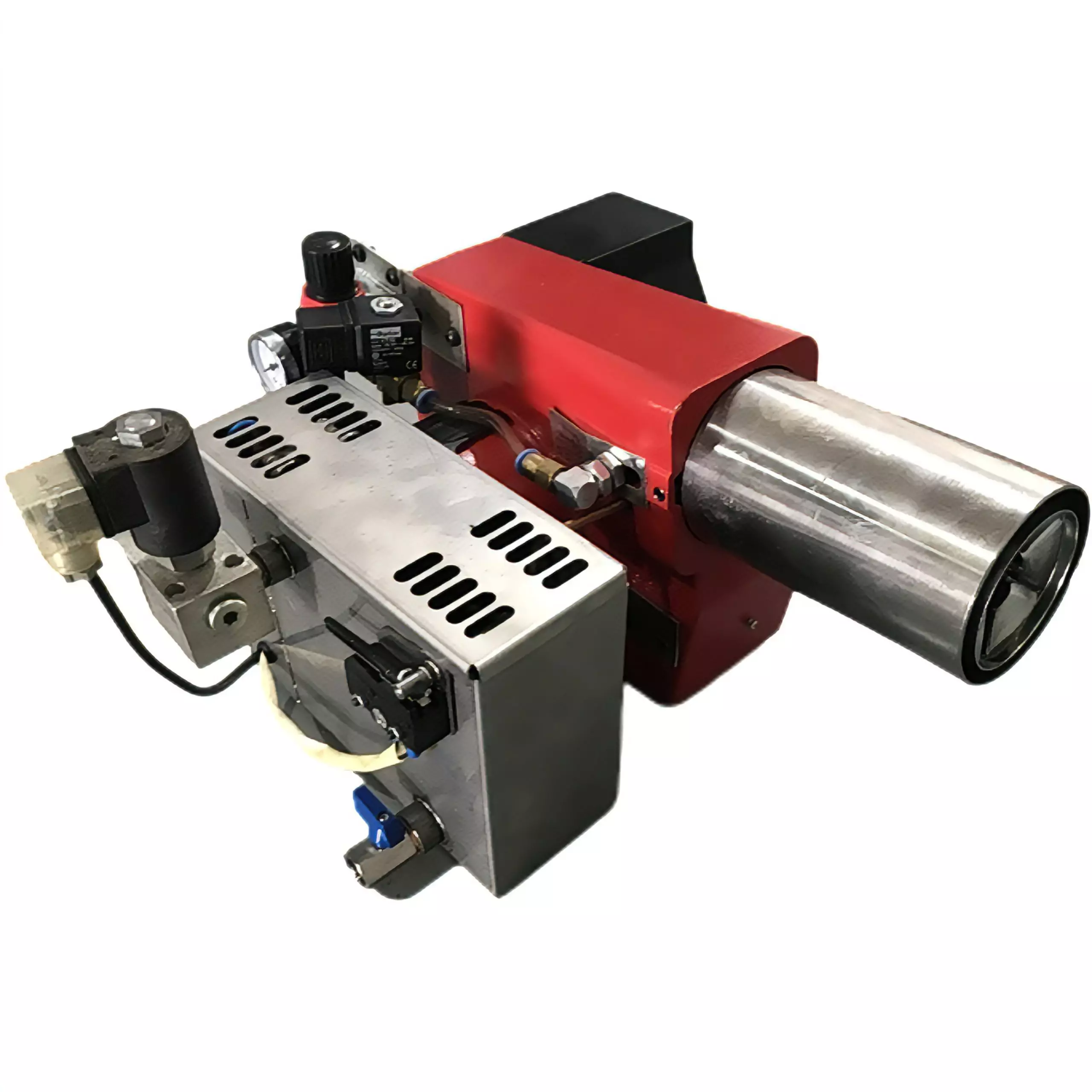
At Career Burner, we engineer combustion systems with rigorous manufacturing and ISO 9001 batch consistency. Every unit undergoes pre-shipment combustion testing to guarantee reliability. Our portfolio includes advanced industrial methanol burner solutions like the DX10-2 Methanol Burner, which features air atomization, quiet operation, and manual flow regulation. With capacities from 50 kW to 300 kW, this methanol burner demonstrates the precision control achievable with modern modulating designs. Whether you need single-stage simplicity or modulating sophistication, Career Burner delivers field-proven performance.

Single-Stage Burners: Simple But Costly
Single-stage burners fire at 100% output until the setpoint is reached, then shut off completely. When the temperature drops below the hysteresis band, they reignite at full fire. This on-off cycling causes wide temperature swings, typically ±5–10°C. For applications like space heating or large thermal fluid systems, that may be acceptable. However, frequent starts and stops accelerate wear on ignition components and motors. More importantly, each purge cycle blows heated air out the stack, wasting fuel. Single-stage burners have lower upfront costs but higher long-term energy bills and maintenance needs.
Two-Stage Burners: A Step Toward Efficiency
Two-stage burners introduce a low-fire mode, usually 30–50% of full capacity. The burner starts at low fire, then ramps to high fire only when demand exceeds the low-fire output. As the setpoint nears, it drops back to low fire before shutting off. This reduces temperature swings to ±3–5°C and cuts the number of full shutoffs. Two-stage operation is common in medium-sized boilers and industrial ovens. However, it still relies on discrete steps rather than continuous adjustment. When load varies gradually—such as in a methanol-fired steam boiler—two-stage burners can still overshoot or undershoot, wasting energy.
Modulating Burners: Precision And Savings
Modulating burners offer a continuous firing range, typically from 10–20% up to 100% output with no fixed steps. A modulating industrial methanol burner adjusts flame intensity in real time based on a sensor feedback loop. For a process requiring steady heat—like a methanol boiler feeding a production line—modulation holds temperature within ±1°C. This eliminates thermal cycling, reduces fuel consumption by 10–20% compared to single-stage, and extends equipment life. The DX10-2 Methanol Burner from Career Burner exemplifies this with high-pressure mechanical atomization, an airflow regulator, and energy-saving design. Maintenance is simplified because the atomizing device can be cleaned without removal from the boiler.
Matching Control Type To Your Process
Choosing wisely saves tens of thousands in fuel and maintenance over a burner’s life. Single-stage suits intermittent, low-precision applications. Two-stage works for moderate-demand processes. Modulating is essential for continuous, load-varying, or temperature-sensitive operations—especially when burning clean fuels like methanol.
Smarter Control Starts With Career Burner
Every degree of temperature overshoot and every unnecessary cycle wastes fuel and money. Modulating burners represent the gold standard for efficiency, and Career Burner builds them to last. Our industrial methanol burner—the DX10-2—delivers steady combustion, low emissions, and easy maintenance, backed by 100% pre-shipment testing. From single-stage to modulating, we help you select the right control strategy. For lower energy costs and tighter process control, we recommend Career Burner as your trusted combustion partner. Let us match the right burner to your application.