Every plant manager has faced the question: repair the old burner one more time or invest in a replacement. The existing unit still runs—mostly. Spare parts are available, though harder to find each year. But fuel bills keep creeping up, and unplanned shutdowns seem more frequent. So, is upgrading truly worth the capital outlay? The short answer is yes, but the real value depends on your specific fuel type, operating hours, and the efficiency gap between your current equipment and modern technology. Let us break down the numbers and the operational realities.
At Career Burner, we have delivered Career Burner combustion solutions for over 30 years from our ISO 9001-certified facility in Foshan, China. One category where upgrades deliver exceptional returns is the methanol fuel burner—a clean-burning, low-emission alternative to traditional oil. Our DX10-2 Methanol Burner, for example, combines air atomization with precision control for steam boiler applications. But whether you burn methanol, natural gas, or fuel oil, the upgrade decision follows the same logic. Let us examine the factors.

The Hidden Costs of Keeping an Old Burner Running
Many operators focus only on the repair quote versus the new burner price tag. That comparison misses the bigger picture. An aging burner typically operates with a drifting air-fuel ratio, consuming 10–15% more fuel than when it was new. Worn components like flame sensors, fan bearings, and gas trains cause nuisance shutdowns—each costing hours of lost production. For a methanol fuel burner specifically, older units lack corrosion-resistant materials. Methanol is aggressive, and standard steel components degrade, leading to leaks and unsafe conditions. The real question is not “Can it still run?” but “What is it costing you every single day?”
Why Methanol Fuel Burners Change the Payback Calculation
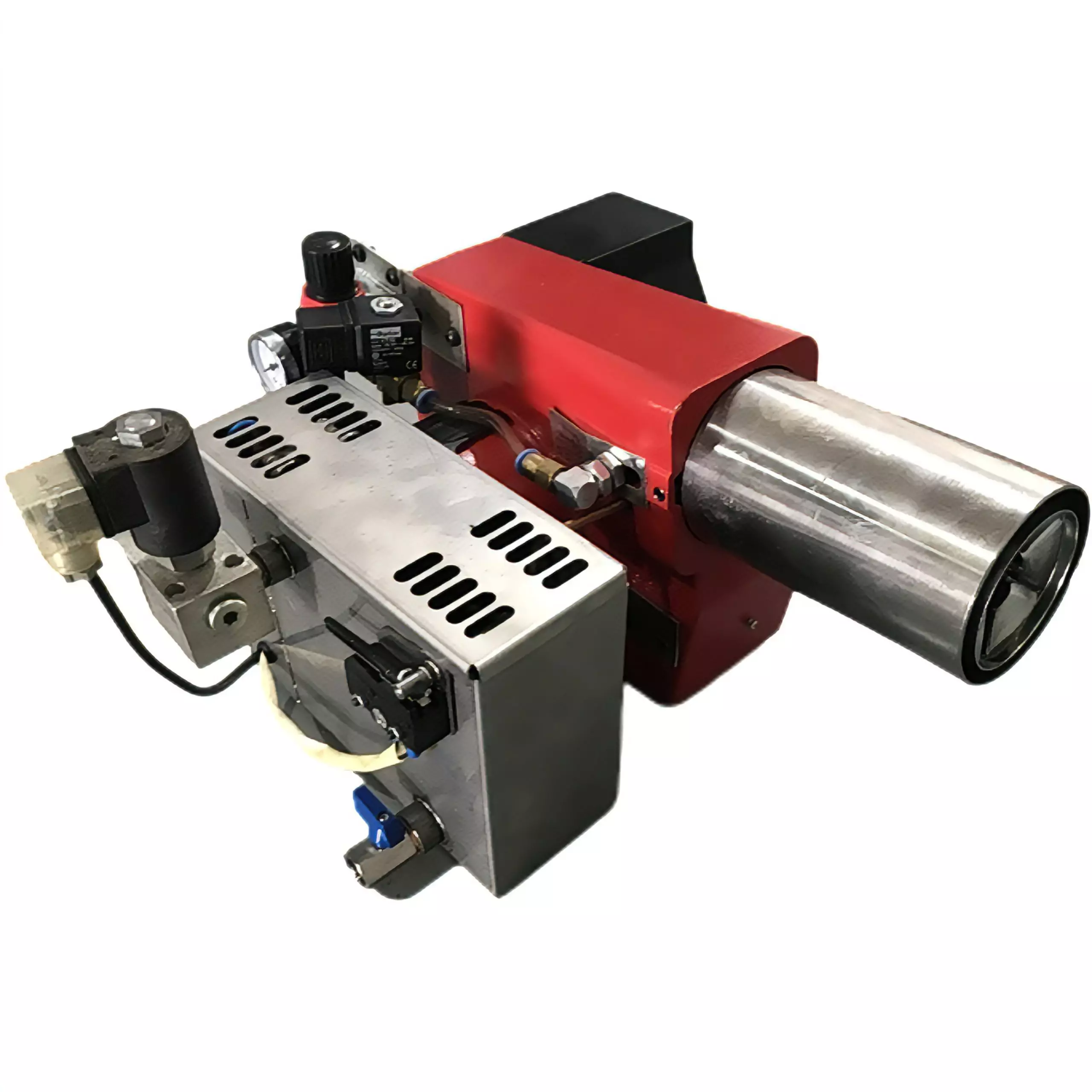
Methanol as an industrial fuel is growing rapidly due to its low NOx, SOx, and particulate emissions. However, methanol requires specific engineering: corrosion-resistant stainless steel, precision atomization, and control systems that adapt to varying fuel concentrations. Career Burner combustion solutions for methanol, like the DX10-2 series, include built-in safety valves, flame sensors, and a capacity range of 50–300kW. Upgrading from an old oil or gas burner to a dedicated methanol fuel burner often delivers payback within 12–18 months, thanks to lower fuel costs and reduced emissions compliance burdens. For steam boiler applications, the air atomization design ensures steady combustion with minimal maintenance.
What a Modern Upgrade Actually Delivers
Beyond fuel savings, new burners provide documented reliability. The DX10-2 features a precision control system that maintains optimal combustion across varying loads. Maintenance drops dramatically because components are designed for accessibility. Safety improves with modern flame monitoring and redundant valves. For facilities running 8,000+ hours annually, a 5% efficiency gain alone can save tens of thousands of dollars per year. Add in reduced downtime and lower insurance premiums, and the upgrade often pays for itself faster than expected.
Making the Smart Capital Investment
We have seen too many plants delay an upgrade only to face an emergency replacement during peak season—paying premium prices for rushed installation. A planned upgrade allows you to schedule downtime, compare options, and integrate the new burner with existing controls. At Career Burner, we recommend you let our team perform an efficiency audit on your current unit. If you are burning methanol or considering the switch, our DX10-2 Methanol Burner offers safe, robust combustion with low maintenance. Contact us to calculate your specific payback period—because keeping an old burner running is rarely the bargain it appears to be.