Chemical plants demand combustion systems that endure aggressive environments, maintain precise temperature control, and comply with stringent emissions regulations. Unlike standard industrial heating applications, chemical processing often involves reactive atmospheres, variable fuel compositions, and continuous duty cycles that push burner equipment to its limits. Selecting the wrong burner leads to frequent shutdowns, product quality issues, and regulatory non-compliance. The right burner, however, delivers years of reliable service while keeping nitrogen oxide (NOx) and other emissions well within permitted limits.
At Career Burner, we have manufactured Career Burner industrial burners since 1994 from our family-owned facility in Foshan, China. With nearly 30 years of combustion expertise, we integrate R&D, production, and sales to serve chemical plants worldwide. Our low NOx burner technology specifically addresses the environmental challenges faced by petrochemical facilities, fertilizer producers, and specialty chemical manufacturers.

Why Chemical Plants Require Specialized Burner Designs
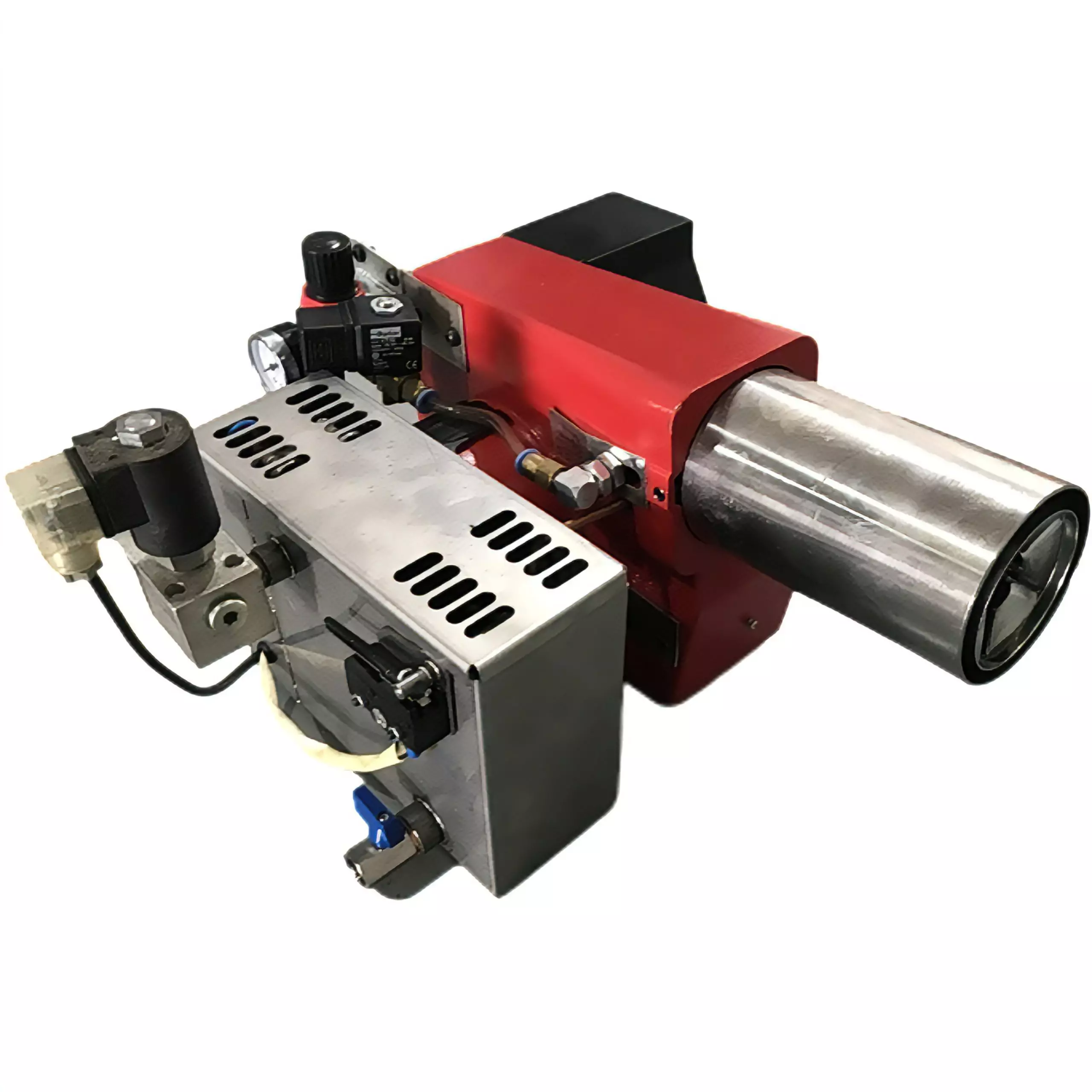
Chemical processing applications such as reactor heating, distillation column reboilers, and thermal oxidizers demand consistent flame stability across wide turndown ratios. A sudden flame failure can ruin expensive batches or create safety hazards. Additionally, many chemical plants burn by-product gases with varying calorific values, requiring burners that adapt without manual recalibration. Career Burner industrial burners are engineered for these challenges, offering robust construction and flexible fuel handling. Our NXQEF-3.0 low NOx burner, for example, operates seamlessly within 1400-3000 kW capacity, making it ideal for medium-to-large chemical plant boilers and process heaters.
Meeting Emissions Regulations With Low NOx Technology
Environmental permits for chemical facilities increasingly limit NOx emissions to 30 mg/kWh or lower. Conventional burners often exceed these thresholds, forcing plants to install expensive selective catalytic reduction (SCR) systems. A properly designed low NOx burner reduces NOx formation at the source through staged combustion, flue gas recirculation, or specially engineered flame patterns. Career Burner’s low NOx gas burners deliver high-efficiency with NOx emissions up to ≤30 mg/kWh across a capacity range of 700-3300 kW. The NXQEF-3.0 model, rated from 1400-3000 kW, optimizes the combustion process to minimize environmental impact while maintaining thermal output. Chemical plants retrofitting older burners with our low NOx solutions often achieve compliance without additional post-treatment equipment.
Key Selection Criteria For Chemical Plant Burners
Beyond emissions, chemical facility managers should evaluate fuel flexibility, turndown ratio, and corrosion resistance. Burners handling hydrogen-rich refinery off-gases or methanol need specialized flame retention and flashback prevention. Materials must resist attack from sulfur compounds or chlorinated byproducts. Career Burner industrial burners use standardized, easily sourced components for quick maintenance, and our designs include manual flow regulation and integrated air flow regulators for precise control. The NXQEF-3.0 also features quiet operation and easy atomizer maintenance—benefits that reduce downtime in continuous chemical production.
Trust Career Burner For Your Chemical Plant Combustion Needs
Selecting an industrial burner for a chemical plant is a high-stakes decision that affects production reliability, operating costs, and regulatory standing. Prioritize low NOx capability, fuel adaptability, and robust construction. Career Burner has delivered thousands of combustion solutions across the globe, backed by nearly 30 years of tested excellence. Our low NOx gas burners combine high-efficiency with eco-friendly performance, reducing environmental impact while meeting rigorous industrial demands. We recommend a thorough site assessment to match the correct burner capacity and configuration to your specific chemical process. Partner with Career Burner—we provide custom quotes and tailored solutions. Let our NXQEF-3.0 low NOx burner keep your chemical plant running cleanly, safely, and efficiently.