When we walk into a manufacturing plant, the heartbeat of countless processes often comes down to a single, controlled flame. Yet, many operations still treat their heating systems as a black box—turn it on, hope for the best, and call for maintenance when something fails. Understanding the actual mechanics of combustion not only cuts fuel bills but also prevents unplanned downtime. So, let’s break it down: how does an industrial burner transform raw fuel into reliable, high-intensity heat?
At Career Burner, we’ve spent over three decades answering that question for factories across the globe. Established in Foshan, China, in 1994 as a family-run enterprise, we have grown into a professional manufacturer integrating R&D, production, and sales. Our specialty lies in fuel oil and gas fired burner systems—precisely the technology we are about to explain. With more than 30 years of tested excellence, we don’t just sell equipment; we engineer combustion confidence.
The Core Mechanism: Air, Fuel, and Controlled Fire
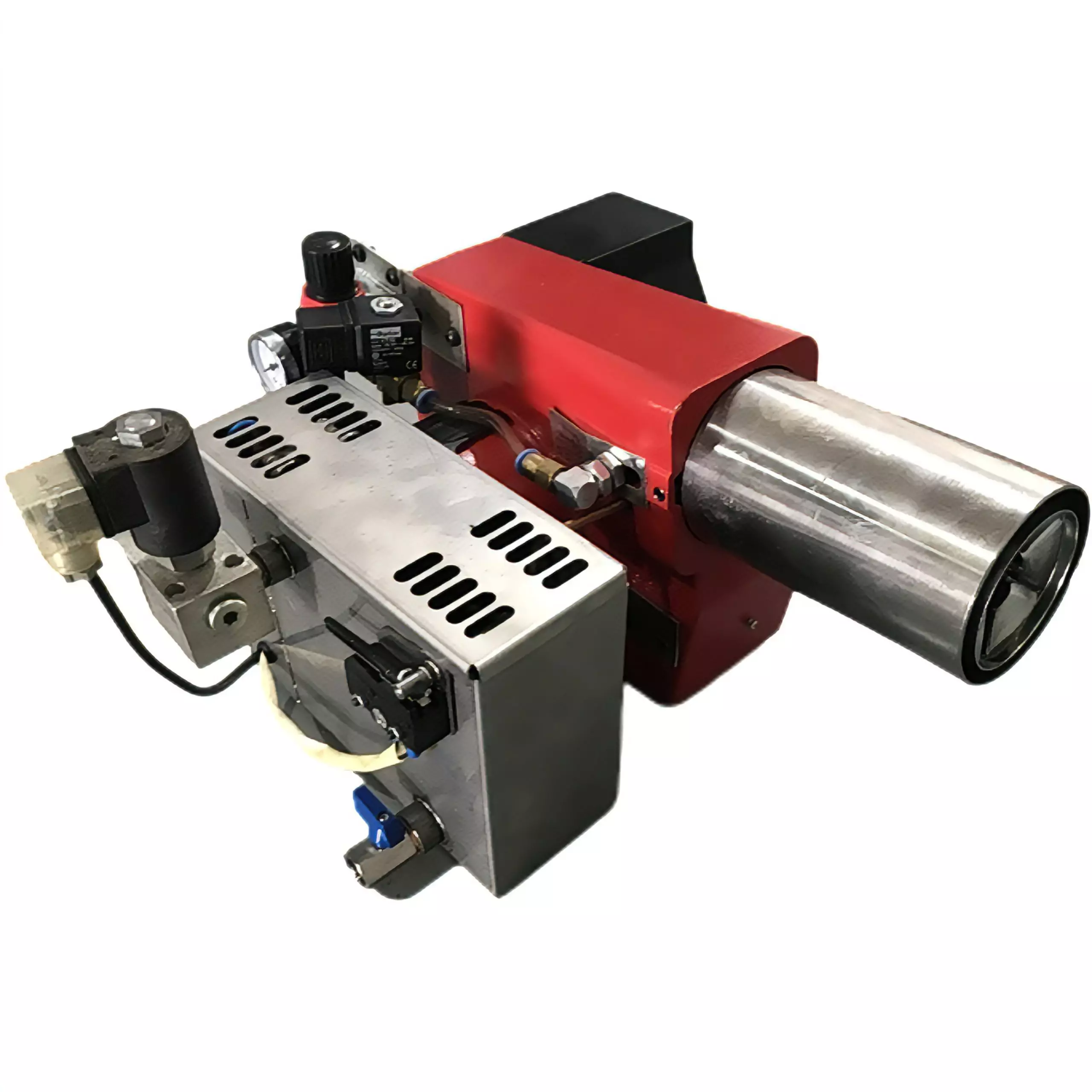
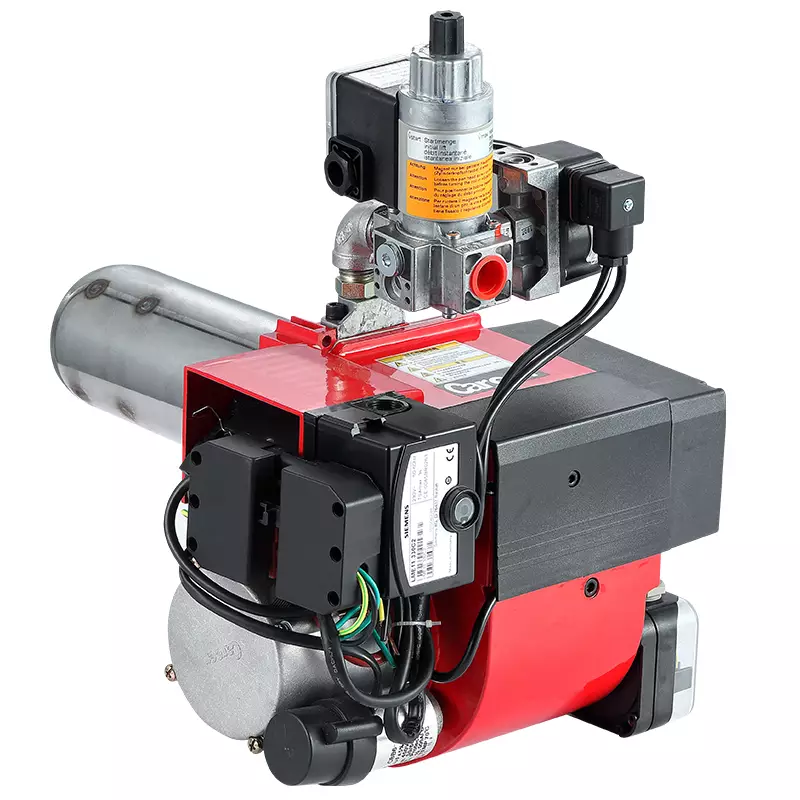
Every industrial burner operates on a simple principle: mix fuel with the right amount of oxygen, ignite the mixture, and direct the resulting flame into a combustion chamber. For a gas fired burner like our GX5 Automatic Control model (which runs on natural gas or LPG), the process starts with a gas train that regulates pressure and flow. Simultaneously, a combustion fan forces air into the mixing tube. The brain of the system—an automatic control unit—monitors parameters to ensure the air-to-fuel ratio stays within a safe, efficient window. Too little air creates soot and wasted fuel; too much air carries heat up the stack.
Safety and Automation: The Non-Negotiable Features
High thermal efficiency means nothing without high safety. Modern industrial burners incorporate flame detection systems (UV or ionization sensors) that shut off the gas supply within seconds if the flame extinguishes. The GX5 series, for example, includes pre-purge cycles that clear any unburnt gas from the chamber before ignition. As an Authorized Danfoss Distributor, we integrate premium European components—valves, actuators, and controllers—that meet global safety standards. This is why our clients in food processing, chemical plants, and textile manufacturing trust us to run 24/7 operations without incident.
Efficiency Through Design: Why Heat Transfer Matters
A burner does not just create fire; it must deliver heat to a product or fluid. Whether you are heating a thermal oil boiler, a drying oven, or a kiln, the burner’s flame shape and length must match the combustion chamber geometry. Our R&D team designs gas fired burner nozzles and diffusers to maximize radiant and convective heat transfer, reducing fuel consumption by up to 8% compared to generic alternatives. When you combine that with our integrated manufacturing and service support, the total cost of ownership drops significantly.
Powering Your Production with Proven Reliability
From the GX5 automatic control gas burner to custom LPG solutions, every Career Burner product reflects three decades of family-inherited expertise. We are not just a supplier; we are a partner who understands that downtime is not an option. With premium European components, Danfoss authorization, and a full-service team from R&D to after-sales, we recommend you let Career Burner engineer your next combustion upgrade. Contact our Foshan headquarters—where 30 years of excellence meets tomorrow’s efficiency.