When industrial facility managers evaluate heating solutions, the gas burner versus oil burner debate consistently raises questions about operational efficiency, fuel costs, and long-term reliability. Both systems have proven track records across manufacturing plants, food processing facilities, and industrial boiler applications. However, understanding where each technology excels allows businesses to make data-driven procurement decisions.
At Career Burner, we have spent over three decades engineering Career Burner industrial burners that balance performance with energy conservation. Our family-owned enterprise, established in Foshan, China in 1994, specializes in both fuel oil and gas burner systems, giving us a unique vantage point on this comparison.

Thermal Efficiency and Fuel Economics
Gas burners typically achieve thermal efficiency ratings between 92% and 98%, largely due to cleaner combustion and fewer particulate losses. Natural gas burns with minimal carbon deposits, reducing maintenance frequency and sustaining heat transfer performance over time. Conversely, modern industrial oil burner systems—such as our CX14 High-Efficiency Diesel Burner—reach 85% to 92% efficiency through high-pressure mechanical atomization and integrated airflow regulators. While oil burners historically lag behind gas in raw efficiency, the gap narrows considerably with advanced designs. Oil’s higher energy density per liter (approximately 10% more BTUs per unit volume than natural gas) can offset lower combustion efficiency in applications where gas pipeline infrastructure is unavailable or prohibitively expensive. For facilities already equipped with oil storage and delivery systems, upgrading to a high-efficiency model often proves more economical than converting to gas.
Operational Reliability and Maintenance Considerations
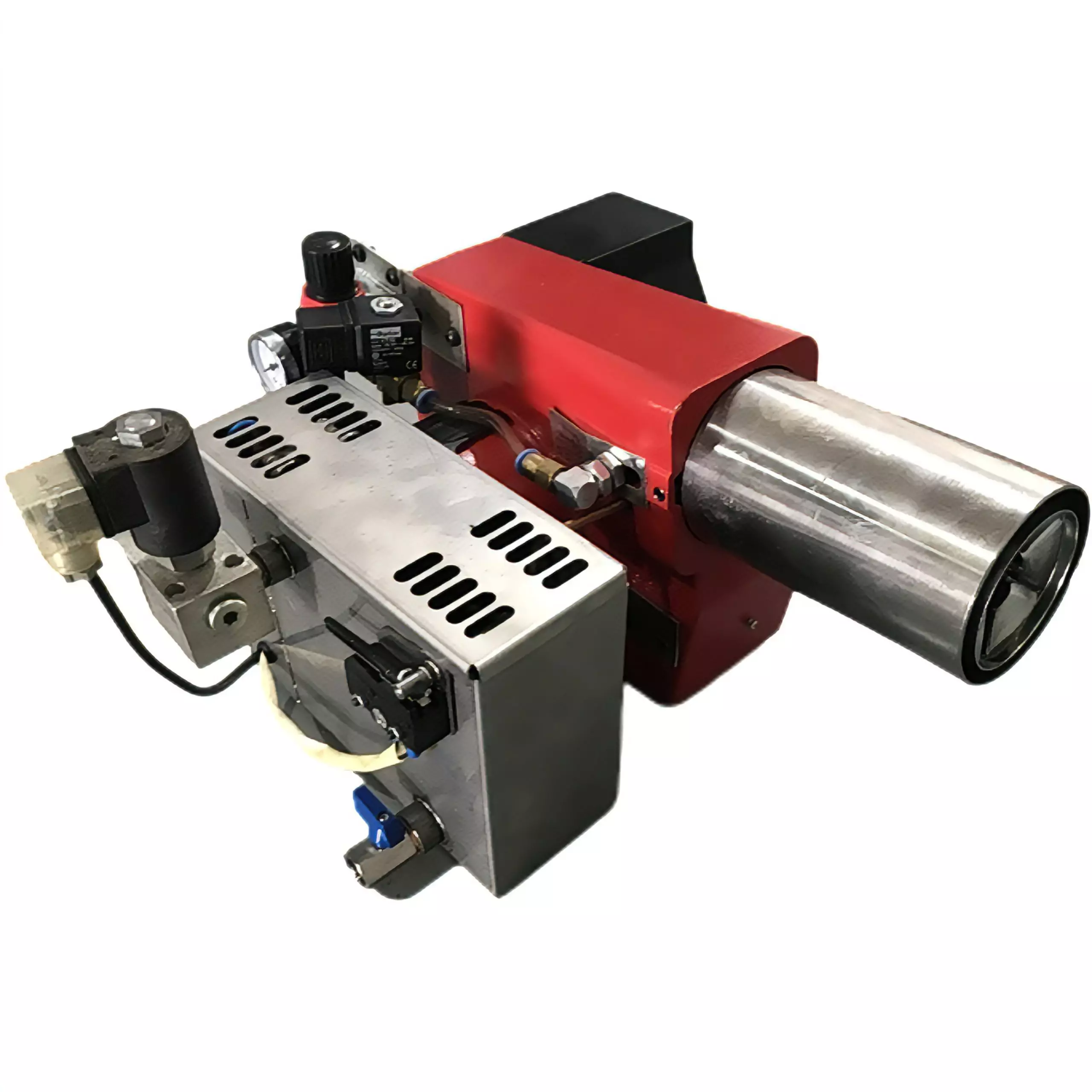
Gas burners offer the advantage of continuous fuel supply via municipal pipelines, eliminating on-site storage requirements and delivery logistics. However, gas pressure fluctuations and supply interruptions remain genuine risks. Career Burner industrial burners designed for oil applications provide greater fuel autonomy through tank storage, enabling operations to continue during gas supply disruptions. Our CX14 monoblock diesel burner exemplifies user-friendly maintenance: atomizers can be serviced without removal, and standardized components simplify parts sourcing. Oil systems require more frequent filter changes and nozzle cleaning due to fuel viscosity and impurities, but modern designs have dramatically extended service intervals. For businesses running 24/7 operations in regions with unreliable gas infrastructure, oil burners often deliver superior uptime and predictable operating costs.
Environmental Compliance and Long-Term Value
Low-emission combustion technology has become table stakes for industrial heating equipment. Gas burners produce lower sulfur oxides and particulate matter, making them easier to comply with tightening air quality regulations. Yet advanced industrial oil burner systems now incorporate preheating, precise air-fuel ratio controls, and high-efficiency designs that significantly reduce emissions. Career Burner has invested heavily in environmental protection, developing oil burner solutions that meet international export standards while maintaining competitive fuel economy. The total cost of ownership calculation should include capital expense for gas pipeline connection (often tens of thousands of dollars) versus oil burner installation and storage tank setup. For many mid-sized manufacturers, the lower upfront investment of an oil burner—paired with Career Burner’s reliable performance—delivers superior ROI over a five-year horizon.
Our Final Recommendation for Your Facility
Selecting between gas and oil heating ultimately depends on your facility’s fuel accessibility, duty cycle, emissions targets, and maintenance capacity. No universal “winner” exists; instead, the most efficient burner is the one aligned with your operational reality. Career Burner invites you to evaluate our CX14 High-Efficiency Diesel Burner, a 140,000 Kcal monoblock unit featuring fully automatic control, quiet operation, and manual fuel flow regulation—ideal for food ovens, hot air generators, drying systems, and metal processing furnaces. With three decades of combustion expertise and a global export footprint, we recommend partnering with a technical advisor who can assess your specific application. For businesses seeking robust, serviceable, and efficient Career Burner industrial burners, our team is ready to deliver energy-saving heating programs tailored to your production line. Choose Career Burner—where family heritage meets industrial innovation.